|
Курилка-3
|
|
|
|
|
|
| |
| Суббота, 22.07.2017, 20:26 | Сообщение # 2904  
| |
Magg_ot

Сообщений: 393 Оффлайн
Модераторы | Есть идея по поводу торов в ВВ части:
3Д принтер может печатать полиамидом, он же капролон, фактически на деталь можно будет задать 100% заполнение материалом, если выбраны верные условия печати.
Идея в том, чтобы напечатать секционный каркас из полиамида под вторичку тора. Условно, берем бублик, пилим его вдоль, выходит два бублика, верхняя и нижняя часть. Таким же путем можно сделать половинки каркаса, которые будут накрывать тор с двух сторон. Слабое место - это стык. Можно попробовать клеить дихлорэтаном, если этого будет мало, можно место стыка отвести от тора, сделать как бы пустоту в этом раене, для дальнейшего заполнения пространства эпоксидкой под вакуумом. Заливать вакуум туда можно будет, сделав в одной из перегородок секции отверстие, а лучше несколько.
Или второй варик. Он не лучше, но облегчает вопрос по диэлектрической прочности. Пилим тор пополам, на два полумесяца, мотаем первичку на один полумесяц, стыкуем вторую половинку и доматываем первичку. В точке перехода первички с одного полумесяца на другой делаем небольшое ослабление провода, дабы половинки могли слегка провернуться одна относительно другой по перпендикуляру к площади контактной поверхности. Далее печатаем каркас. Он будет выглядеть тоже полумесяцем. Внутри полый. Одеваем половинки каркаса поочередно, место стыка будет иметь канавки для протекания во внутренний слой эпоксидки (если понадобится). Сам стык двух месяцев будет идти по перегородке между секциями.
Во втором случае есть трудности при печати на принтере именно полого полумесяца. Т.К. пластик выходит горячим и жидким, есть риск, что он будет стекать по причине полой детали, в таком случае пустоты обычно заполняют поддержками, в принципе и мы тоже можем так сделать, только потом придется изловчиться, чтобы вырвать остатки внутренних, вспомогательных, поддержек свода. Да, теряем кпд, проблемы со стыковкой плоскостей половинок тора, но есть же координатки, можно пробовать выводить плоскости.
|
|
| |
| Суббота, 22.07.2017, 23:27 | Сообщение # 2905
| |
Shaman

Сообщений: 1748 Оффлайн
Пользователи | Magg_ot,
Хорошая мысль с принтером, если он есть. И не нужно феррит пилить. Размеры нужно снять после намотки и упаковки первички. Место стыка тоже не проблема. Можно после получения пресс формы, внутри одной половики, сформировать буртик который при состыковке двух половинок закроет, изнутри, место стыка. 100% заполняемость делать не стоит. Нужно, чтоб рёбра секций давали возможность разместить внутри колечко из 2-3 слоёв слюды, а оставшиеся круглая полость, по центру, была залита баксой. По такой, собстна, схеме я сформировал Ввэшные торы, только подручными средствами.
З.Ы.Неплохо у тебя смазаны шестерёнки в голове
|
|
|
| |
| Воскресенье, 23.07.2017, 01:39 | Сообщение # 2907
| |
Magg_ot
Сообщений: 393 Оффлайн
Модераторы | Shaman, спасибо)
Принтер почти есть. Не хватает шаговых двигателей, блока питания, концевых выключателей ну и там по мелочи еще.
В принципе, пресс форму можно и не снимать, можно штангелем замерять уже по габаритам тора с первичкой и изоляциями, и под нее уже выбирать внутренний диаметр катушки. Про изготовление половинок с замком на стыке думал, нужно будет проверять на практике, принтер имеет свои тонкости. Дело в том, что половинку я планировал печатать сразу с плоскости, тем самым можно обеспечить идеальную гладкость самого стыка, а замок немного меняет порядок печати. Но, Вы правы, можно ведь и руками допилить тот же буртик, в конце, не подумал)
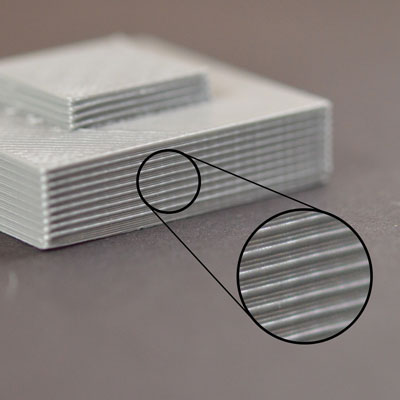
По поводу 100% заполнения. Я не совсем верно выразился. Дело в том, что принтер может создавать пористость в детали. Это придумано для экономии пластика. К примеру печатаем кубик, его содержимое нас не интересует, но нам нужно, чтобы он был прочен. Выставляем заполнение детали на 30%, выходит снаружи имеем пластиковый куб, но внутри он не будет цельнолитой, а по типу пчелиных сот, пористая.
Наглядно:

Нам же для ВВ, нужна 100%я заполняемость детали, что в теории должно обеспечить достаточную диэлектрическую прочность детали.
Принтер создает деталь слоями, при чем сразу всю одновременно. Из-за слоевой технологии изготовления деталей, всегда присутствует риск, что какой-то из слоев может или плохо пропечататься и не приклеиться/оставить пузырик, это связано с неопытностью при параметризации. Это я к тому, что использование той же эпоксидной смолы считаю обязательным, как и других изоляционных материалов.
Качество выходной детали зависит от опыта, от верных/не верных параметров печати (температура пластика, скорость печати и тд), от точной калибровки принтера и исправности механических узлов.
Стоит так же отметить, что большинство людей предпочитает печатать одну деталь кусками и потом их склеивать - так быстрее и проще.
А так хоть корпуса делай для контактных шоков, хоть PDG формат пистолета для ДЭШО. Можно маскировать шок как нужно, к примеру корпус делать в виде тестера, с фиктивными кнопками.
Да даже та же кнопка, которая парит многим мозг, вполне реально изготавливается самостоятельно, и емкостный эффект нас уже не страшит. Можно обмозговать конструкцию компактных движковых переключателей под большие токи - избавимся от реле.
Под печать на принтере рисуется 3Д модель в большинстве САПР программ: Solid Works, AutoCAD, Inventor, Компас 3Д (к стати, он полностью на русском). Для большинства пользователей принтеров самый трудный момент - это проектирование, и не удивительно, ведь наука 3Д моделирования весьма свежа и требует как минимум опыта, а в идеале хороший навык черчения и развитое пространственно-образное мышление.
Ну а вообще, купить принтер - это даже не 50% дела.
|
|
|
| |
| Понедельник, 24.07.2017, 08:43 | Сообщение # 2909
| |
Manowar

Сообщений: 1309 Оффлайн
Пользователи | Цитата mg (  ) Не вопрос. Старый видос.
mg, И какие сделаны выводы из проведенного опыта ?
Белое кольцо снаружи - это футляр, а тор в масле ?
|
|
|
| |
| Понедельник, 24.07.2017, 10:25 | Сообщение # 2911
| |
Shaman
Сообщений: 1748 Оффлайн
Пользователи | Цитата mg ( ) без потери по отдаче. |
|
|
| |
| Понедельник, 24.07.2017, 11:07 | Сообщение # 2913
| |
mg

Сообщений: 188 Оффлайн
Друзья | Shaman, Разрядник 150кв бьет легко. Первичку мотать, тянуть импульс можно, если нужно, тогда и вторку на второй слой уходить, либо провод меньше, у меня 0.35.
На разводе транс не бьется.
Китаец 100нан 3кв пленка.
А всякие МГШВ имеющие многожильную структуру провоцируют критическую неоднородность поля в межслое ввиду малого диаметра одной жилки, плюс воздух в скрутке.
Люди брали лучшую фирменную смолу, делали по их же технологии и она билась, взяли масло после очистки, осушения и дегазации, работает до сих пор.
|
|
|
|
| |
| Понедельник, 24.07.2017, 15:15 | Сообщение # 2916
| |
Manowar
Сообщений: 1309 Оффлайн
Пользователи | Цитата mg ( ) Разрядник 150кв бьет легко
mg,
это действо мона наблюдать в телескоп Хаббл ?
На видео 150 кВ не пахнет.
|
|
| |
| Понедельник, 24.07.2017, 15:17 | Сообщение # 2917
| |
Shaman
Сообщений: 1748 Оффлайн
Пользователи | Цитата Magg_ot ( ) если вообще будет куда второй каркас тулить. |
|
| |
| Понедельник, 24.07.2017, 15:37 | Сообщение # 2918
| |
Shaman
Сообщений: 1748 Оффлайн
Пользователи | Цитата Manowar ( ) это действо мона наблюдать
Канеша мона наблюдать, во время грозы. Или купить самому такой разрядник. Только вот незадача, твои правнуки, до 7 колена, вынуждены будут не пивом, а газировкой обходится.
|
|
| |
| Понедельник, 24.07.2017, 18:29 | Сообщение # 2919
| |
mg
Сообщений: 188 Оффлайн
Друзья | Цитата Manowar ( ) это действо мона наблюдать
Картинки дал. Надо собрать и проверить.
|
|
|